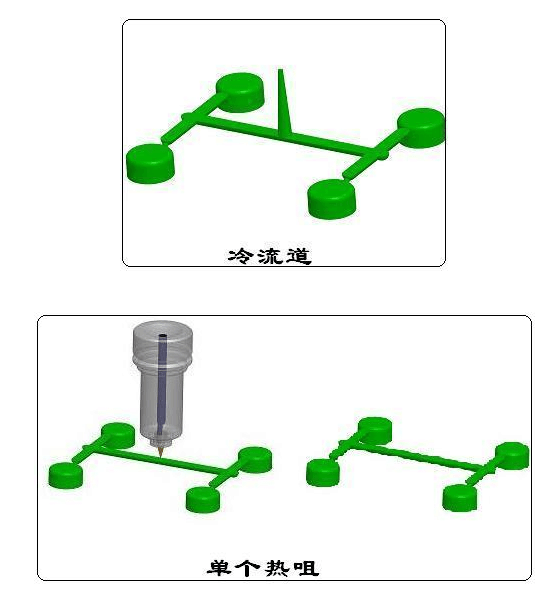
如上图所示,使用热流道后,大大节约了废料的形成,同时节约了大量工时,越来越受到注塑行业的喜爱!
何为热流道?热流道就是通过加热的办法来保证流道和浇口的塑料保持熔融状态。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。因此,热流道工艺有时称为热集流管系统,或者称为无流道模塑。
热流道的优点:
1、节约原材料,降低成本。也就是说,传统的没有热流道的模具,打出来的产品都会有水口料,也就是说,废料很多。加入热流道系统以后,就不会产生废料,把材料节省发挥到最大,因为有些用冷流道(没有加入热流道系统的模具叫做冷流道模具)打出的产品,有些甚至水口料(废料)都比产品本身要重,长期下去这将会是一笔不小的负担。相反,加入了热流道系统以后,样长期生产下来可以省下不小的一笔费用。
2、缩短成型周期,提高机器效率 用我自己的话来说,冷流道的话,由于模具是冷的,料到了模具里就被冷却了,流动速度就慢了,所以成型速度也随之变慢。加入了热流道以后,在模具里对流道一直加热,进而加快了料的流动速度,使料始终保持熔融状态,进而缩短了成型周期,提高了效率和产量。
3、改善制品表面质量和力学性能。 同样我自己的话转述,用冷流道的话,由于料的温度降低了,所以流动性降低了,填充的饱和度和降低,有时候甚至很难打完整整个产品,所以表面的效果看上去有很多很明显的熔接痕。当然,加入了热流道系统的话,料的流动性加强了,产品很容易打满,这样表面效果就非常好了。
4、不必用三板式模具即可以使用点浇口。
5、可经济地以侧浇口成型单个制品。
6、提高自动化程度。 自动化主要是因为没有冷料,没有水口料,产品打出来以后直接定出掉落,不需要后期处理,冷流道的可想而知。这一方面还可以降低劳动力,现在工资上涨了很多,工人也难找,在这个形势下,自动化生产尤其重要,只要生产几个月,成本就收回了。
7、可用针阀式浇口控制浇口封冻。 针阀式的热流道打出的产品效果是最好的,表面没有任何水口料,但是造价比开放式(大水口和点浇口)的要贵,我司的针阀是气缸的针阀,气压推动。目前车灯模具一般用针阀式热流道,我们公司目前就有两套在生产。
8、多模腔模具的注塑件质量一致。比如瓶胚模具,每一个点打出的产品都是一样的,我们做得最多的是一出32瓶胚热流道。
9、提高注塑制品表面美观度。这个和第三点类似。
虽热流道前期需一部分资金投入,但是相对长远来看,热流道所带来的经济效益远远大于冷流道!
 YOUDU声明
YOUDU声明
